
Najwyższej jakości spawanie aluminium to spawanie łukowe argonem. Jednak ta metoda wymaga zarówno drogiego sprzętu, jak i wysokich kwalifikacji spawacza, co często nie zawsze odpowiada rzeczywistości. Ponadto sprzęt do tej metody spawania jest dość obszerny, aw niektórych miejscach jego użycie jest ogólnie zabronione. W tym artykule porozmawiamy o alternatywnych i niedrogich metodach spawania aluminium bez użycia argonu.
Metoda 1: użyj aluminiowej elektrody Zeller 480
Elektroda naprawcza Zeller 480 z 12% zawartością krzemu jest przeznaczona do spawania szerokiej gamy stopów aluminium, w tym siluminu i duraluminium. Ta metoda pozwala na niezawodne spawanie aluminium bez użycia drogiego sprzętu łukowego argonowego.
Korzyści i zastosowania
- Z zastrzeżeniem procesu spawania jakość szwu spawalniczego wykonanego przy użyciu elektrody Zeller 480 nie jest gorsza od spawania łukiem argonowym;
- Wysokowydajne napawanie;
- Gęsty osadzony metal bez porów;
- Dzięki miękkiemu, jednolitemu łukowi szew jest gładki i gładki;
- Zeller 480 jest jedyną elektrodą aluminiową dostępną w „niskiej temperaturze” o wielkości 2 mm;
- Elektroda jest wyposażona w specjalną powłokę ochronną, która ma wysoką odporność na wilgoć, co znacznie wydłuża żywotność elektrody;
- Spawanie odbywa się bez topnika, ponieważ wszystkie niezbędne elementy do usuwania filmu tlenkowego znajdują się w powłoce ochronnej elektrody;
- Służy do spawania blach aluminiowych, profili, szyn zbiorczych, zbiorników, odlewów aluminiowych, eliminacji wad odlewniczych, skrzyń korbowych, karoserii samochodowych itp.
Ważne! Ponieważ powłoka elektrod aluminiowych zawiera higroskopijne sole, po zakończeniu spawania opakowanie należy hermetycznie zamknąć i odłożyć w suche, ciepłe miejsce.
Instrukcja użytkowania
Krok 1. Przed rozpoczęciem spawania upewnij się, że przygotowana próbka metalu jest sucha, ponieważ aluminium jest higroskopijne (pochłania wilgoć). Za pomocą szczotki ze stali nierdzewnej oczyść połączenia do metalicznego połysku i usuń wszelkie pozostałości brudu w obszarze wokół szwu.

Krok 2. W razie potrzeby susz elektrody przez 1-1, 5 godziny w temperaturze 100 ° C.
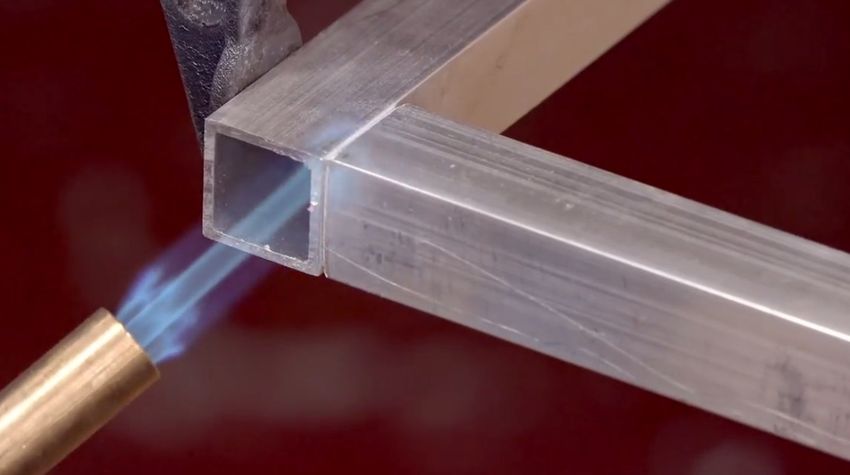
Krok 3. Ogrzewamy próbkę aluminium do temperatury 150-200 ° C za pomocą palnika.
Ważne! Nie wolno spawać bez podgrzewania!
Krok 4. Spawanie odbywa się przy użyciu prądu stałego o odwrotnej polaryzacji. Najbardziej pionowa pozycja elektrody przy zachowaniu krótkiego łuku. Elektrodę należy szybko wprowadzić do strefy zgrzewania, poruszając się jak najdalej do przodu i utrzymując bardzo krótki łuk.

Krok 5. Spawaj jedną warstwę w jednym przebiegu.
Ostrożnie! Prędkość spawania jest taka sama jak w przypadku półautomatycznego spawania.
Wytrzymałość spoiny na rozciąganie wynosi 200 niutonów na milimetr kwadratowy, co jest zbliżone do wytrzymałości metalu podstawowego na rozciąganie. Dlatego tę metodę spawania można stosować na konstrukcjach krytycznych.
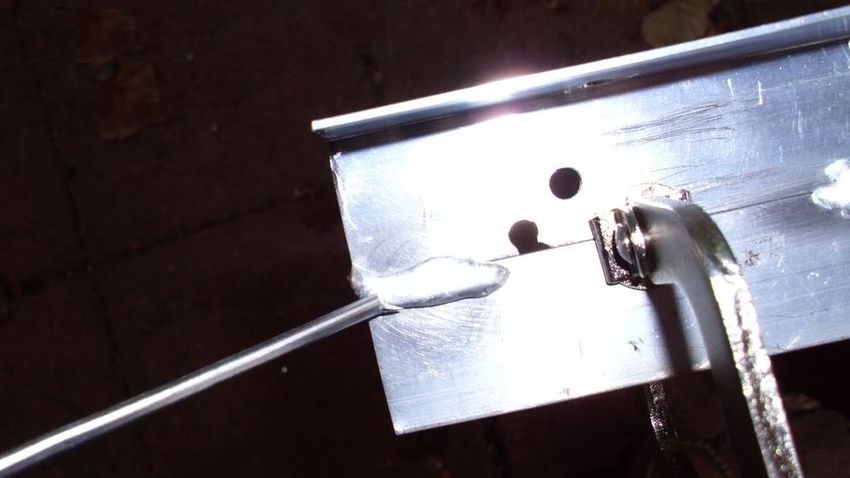
Metoda 2: Użycie HTS-2000 lub Castolin 192 Solder
Lut HTS-2000 lub Castolin 192 jest stopem w postaci rurki cynkowej, wypełnionej proszkiem stałego topnika w środku, dzięki czemu spawanie staje się szybkie i łatwo dostępne. Lut jest wykonany przy użyciu wysokiej technologii i jest specjalnie zaprojektowany do wykonywania prac związanych z renowacją części wykonanych z aluminium. Jednocześnie spawanie nie wymaga stosowania kosztownych technologii.

Do naprawy części aluminiowych wystarczy sam lut i palnik gazowy do spawania.
Korzyści i zastosowania
- Łatwy w użyciu i nie wymaga wysokich kwalifikacji;
- Wysoka prędkość lutowania;
- Temperatura topnienia jest niższa niż w przypadku aluminium;
- 100% związek metalu jak podczas spawania;
- Niezbędny w warunkach „polowych”;
- Szew lutowniczy nie jest gorszy od spawania;
- Nie podlega korozji i nie ma daty ważności;
- Do pracy odpowiednie jest dowolne źródło ciepła;
- Służy do naprawy wszelkich produktów aluminiowych: chłodnic, silników, ram rowerowych, profili, karoserii, rurociągów, armatury, zbiorników paliwa, skrzyń korbowych itp.
Instrukcja użytkowania
Krok 1. WAŻNE! Przed rozpoczęciem pracy należy oczyścić obrobioną powierzchnię z aluminium, usuwając warstwę tlenku. Zwykle używa się pilnika lub szczotki ze stali nierdzewnej (szczotki sznurowej).
Krok 2. Ogrzewamy powierzchnię roboczą próbki aluminium (nie pręt lutowniczy) do temperatury 200 ° C.
Wskazówka: w celu lepszej penetracji lutu możesz ponownie wyczyścić powierzchnię, ponieważ podczas podgrzewania aluminium przez spawanie na powierzchni pojawia się warstwa tlenku.
Ogrzewanie otworzy pory strukturalne powierzchni roboczej dla lepszej penetracji stopu głęboko w metalu.
Krok 3. Po osiągnięciu odpowiedniej temperatury podczas spawania konieczne jest równomierne i możliwie najlepsze cynowanie powierzchni roboczej: przekręcając pręt przez otwór, wyciągając lut z krawędzi, jak pianka mydlana.

Lut ma wystarczające napięcie powierzchniowe, dzięki czemu wygodnie jest uszczelniać otwory do 1 cm bez użycia dodatkowych łat.
Wskazówka: aby zapobiec ponownemu pojawieniu się warstwy tlenku pod warstwą lutu, konieczne jest, podtrzymując palnik w celu utrzymania jego stanu ciekłego, po raz kolejny przejechać powierzchnię szczotką (pręt stalowy). W tym momencie lut przenika do porów metalu.
Krok 4. Jeśli chcesz połączyć kilka części, na początek indywidualnie cynuj obie powierzchnie, a następnie łącząc i ogrzewając oba elementy, pocieraj je ruchami szlifującymi.
Krok 5. Po spawaniu poczekaj, aż aluminium ostygnie naturalnie, bez użycia powietrza lub wody do przyspieszenia chłodzenia.
Ważne jest, aby pamiętać, że im grubszy i bardziej masywny materiał, tym dłużej zajmie osiągnięcie wymaganej temperatury podczas spawania aluminium.

Ogólne zalecenia dotyczące uzyskania najlepszych rezultatów podczas pracy z lutem
- Oczyść powierzchnię roboczą bezpośrednio przed nałożeniem lutu.
- Nie topić lutu w płomieniu palnika, ponieważ nie pozwoli to na połączenie z metalem. Lut powinien stopić się na powierzchni części!
- W stanie płynnym lut jest wystarczająco płynny, dlatego dobrze jest cynować powierzchnię, aby wykluczyć pęknięcia, szczególnie w miejscu lutowania.
- Upewnij się również, że elementy formujące przylegają ściśle do siebie.
- Podczas nakładania lutowia należy poczekać, aż nasiąknie. W przeciwnym razie nie będzie wystarczającej przyczepności metali, w wyniku czego wymagana wytrzymałość produktu nie zostanie osiągnięta.