

Właściciele prywatnych domów lub obszarów podmiejskich wiedzą z pierwszej ręki, jak często konieczne jest spawanie czegoś. Aby nie wydawać pieniędzy za każdym razem na telefonowanie do mistrza, możesz kupić niedrogą spawarkę prądu stałego - falownik spawalniczy - jest niedrogi (od 5 tysięcy do 15 tysięcy rubli), zajmuje bardzo mało miejsca, a nawet początkujący mogą nauczyć się go spawać.
Co to jest falownik spawalniczy i jak działa
Falownik spawalniczy (IIST) jest rodzajem źródła zasilania łuku spawalniczego. Jego głównym celem jest zapewnienie łatwego zapłonu i stabilnego spalania.
Aby zrozumieć, jak to działa, musisz zrozumieć terminologię. Co oznacza inwerter? Termin ten oznacza, że urządzenie jest wyposażone w jednostkę elektroniczną, która przekształca prąd stały w prąd przemienny - i oto jak to działa:
- Prąd przemienny przepływa przez prostownik, który z kolei przekształca go w te same 220 woltów.
- Falownik przetwarza prąd przemienny na bezpośredni, zwiększając jednocześnie częstotliwość do 30-50 kHz.
- Prąd o wysokiej częstotliwości wpływa do transformatora i zmniejsza napięcie, zwiększając w ten sposób siłę prądu, ale o wyższej częstotliwości (w porównaniu do urządzeń transformatorowych).
- Prąd wysokiej częstotliwości jest dostarczany do wtórnego prostownika.
Pomoc! Dzięki tej konwersji prądu wzrasta wydajność falownika spawalniczego, a wymiary transformatora są zmniejszone.
Podstawowe zasady spawania inwertorowego
Zanim zaczniesz, musisz się przygotować. Aby to zrobić:
- Zwolnij miejsce pracy - usuń niepotrzebne przedmioty, zwłaszcza łatwopalne materiały i płyny.
- Zapewnij sobie normalne oświetlenie do pracy.
- Przygotuj wszystkie niezbędne materiały spawalnicze i narzędzia.
- Sprawdź prawidłowe podłączenie kabli, ich integralność i niezawodność połączenia, co jest szczególnie prawdziwe w przypadku korzystania z przedłużaczy.
- Rozwiń i wyprostuj kable spawalnicze, podłącz do gniazd falownika.
- Rozłóż spawane części, sprawdź poprawność połączeń i najlepiej przymocuj je w imadle.
Gdy wszystko będzie gotowe, możesz rozpocząć pracę:
- Nosić wyposażenie ochronne i przygotować maskę.
- Przymocuj zacisk ze znakiem „+” do jednej z spawanych powierzchni.
- Włóż elektrodę do uchwytu.
- Sprawdź połączenie urządzenia z zasilaczem - nie naciskaj przycisku zasilania do tego momentu.
- Owiń przedramię kablem - aby kabel nie zwisał podczas spawania (może to wpłynąć na jakość szwu).
- Włącz zasilanie i poczekaj 20 sekund. Następnie urządzenie będzie gotowe do pracy.
- Umieść elektrodę w miejscu proponowanego szwu, załóż osłonę twarzy i zapal łuk.
- Uformuj jeziorko spawalnicze i szew.
Po zakończeniu spawania wykonaj następujące czynności:
- Zdejmij rękę z uchwytem i przerwij tworzenie się łuku elektrycznego.
- Wyłącz urządzenie i odłącz je od zasilania.
- Poczekaj, aż szew ostygnie i sprawdź jakość szwu za pomocą lekkiego stuknięcia.
Uwaga! Idealnie szew powinien być serią „łusek”, które częściowo zachodzą na siebie.
A także warto zwrócić uwagę na środki bezpieczeństwa. Aby nie zaszkodzić zdrowiu podczas spawania, należy przestrzegać następujących zasad:
- Nie pracuj w miejscach o wysokiej wilgotności lub na otwartym powietrzu podczas opadów deszczu.
- Gotuj w pełnym wyposażeniu ochronnym - kombinezon, buty, maskę i rękawiczki.
- Zwolnij miejsce. W pobliżu miejsca pracy nie powinny znajdować się łatwopalne i wybuchowe materiały.
Kontrolujemy przerwę łukową
Na początkowych etapach szkolenia spawalniczego bardzo ważne jest rozwijanie umiejętności prawidłowego tworzenia szczeliny łukowej. Przerwa łukowa to termin, który odnosi się do małej szczeliny między elektrodą a spawanym metalem.
Ucząc się regulować długość łuku, możesz zapewnić wysoką jakość wyniku. Istnieją 3 rodzaje łuków:
- Krótki łuk wynosi około 1 mm. Szew powinien być wypukły. W miejscu, w którym szew jest połączony z metalem, może pojawić się wada (podcięcie). Jest to mały rowek równoległy do szwu, co zmniejsza jego wytrzymałość.
- Łuk normalny - łuk uważa się za normalny, którego szerokość nie przekracza 3 mm.
- Długi łuk jest dość trudny do wykonania i ustabilizowania. Łuk jest słabo chroniony przed wystawieniem na działanie powietrza i atmosfery, metal gorzej się nagrzewa, a szew okazuje się płytki.

Tworzymy właściwy szew spawalniczy i nie dopuszczamy do wad
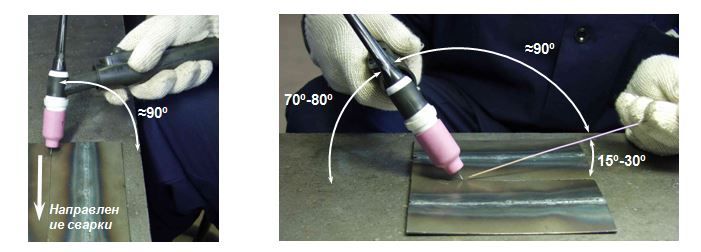
Jakość szwu spawalniczego to umiejętność rozwijana z doświadczeniem. Oprócz ruchów tłoczenia wzdłuż krawędzi spawania mistrz musi wykonywać ruchy poprzeczne - aby zapewnić wysoką jakość penetracji. Jeśli metal jest cienki, a jego grubość nie przekracza 4 mm, nie należy wykonywać ruchów poprzecznych. Aby uzyskać płaski szew, musisz przechylić elektrodę pod różnymi kątami.
- Kąt do przodu - używany podczas pracy z cienkimi warstwami metalu, ponieważ szew jest szeroki, ale niewielki.
- Narożnik z tyłu - służy do pracy z gęstymi warstwami metalu, ponieważ materiał rozgrzewa się i topi głęboko. Szew jest głęboki, ale wąski.
Typowe wady i problemy podczas spawania z falownikiem dla początkujących obejmują:
- Podcięcie - występuje, gdy nie ma wystarczającej ilości stopionego metalu, aby wypełnić łazienkę. Wady tej można uniknąć jedynie poprzez staranne kontrolowanie grubości utworzonej kąpieli.
- Niemożność kontrolowania kąpieli - wada występuje, jeśli spawacz nieświadomie przechyla elektrodę zbyt mocno.
Czym jest bezpośrednia i odwrotna polaryzacja podczas spawania za pomocą falownika
W zależności od procedury połączenia istnieją dwa rodzaje spawania:
- Bezpośrednia polaryzacja - elektroda jest podłączona do „-”, a spawany metal jest podłączony do „+”. Strefa topnienia jest wąska, ale jednocześnie głęboka. Nadaje się do grubego metalu.
- Odwrotna polaryzacja - elektroda jest podłączona do plusa, a metal do minusa - strefa topnienia jest szeroka i płytka. Nakłada się go na cienki metal.
Jak zmienia się szybkość podawania elektrody
Prędkość spawania i podawania elektrody powinna być optymalna, aby zapewnić wystarczający przepływ stopionego metalu do strefy spawania. Jeśli to nie wystarczy, powstaje podcięcie.
Jeśli spieszysz się z ruchem elektrody, łuk nie będzie miał czasu stopić metalu. Szew będzie płytki i nie będzie spawać krawędzi razem.
Jeśli natomiast elektroda porusza się zbyt wolno, istnieje ryzyko poparzenia powierzchni i deformacji cienkiego metalu.
Jak siła prądu wpływa na wynik spawania
Tylko pod warunkiem optymalnego stosunku siły prądu i prędkości elektrody można uzyskać schludny, trwały i umiarkowanie wypukły szew. Im większa siła prądu, tym głębiej metal topi się, a tym samym szybciej porusza się elektroda.
Bieżącą siłę ustawia się zgodnie z tabelą:
| Średnica elektrody w milimetrach | Grubość spawanego metalu w milimetrach | Prąd spawania, A |
|---|---|---|
| 1, 6 | 1-2 | 25–50 |
| 2) | 2-3 | 40–80 |
| 2.5 | 2-3 | 60–100 |
| 3) | 3-4 | 80–160 |
| 4 | 4-6 | 120–200 |
| 5 | 6-8 | 180–250 |
| 5-6 | 10–24 | 220–320 |
| 6-8 | 30–60 | 300–400 |
Wniosek
Ćwicząc regularnie, możesz doskonalić swoje umiejętności spawalnicze i opanować falownik. Będzie podwójnie przyjemnie uświadomić sobie, że aby wymienić ogrodzenie, spawać łuk lub wykonać inne prace spawalnicze w domu, nie trzeba dzwonić do mistrza.