
Dobry materiał uogólniający może zaoszczędzić początkującemu spawaczowi dużo czasu, a także pomóc bez specjalnych kursów. Nauczenie się, jak prawidłowo gotować przez spawanie, nie jest trudne; będzie to wymagało znajomości teorii i pewnej praktyki.
Bez znajomości teorii nie można opanować spawania, ponieważ:
- Wysokiej jakości szew nie będzie działać.
- Możesz zostać ranny lub zraniony przez inne osoby.
- Możesz wyłączyć sprzęt.
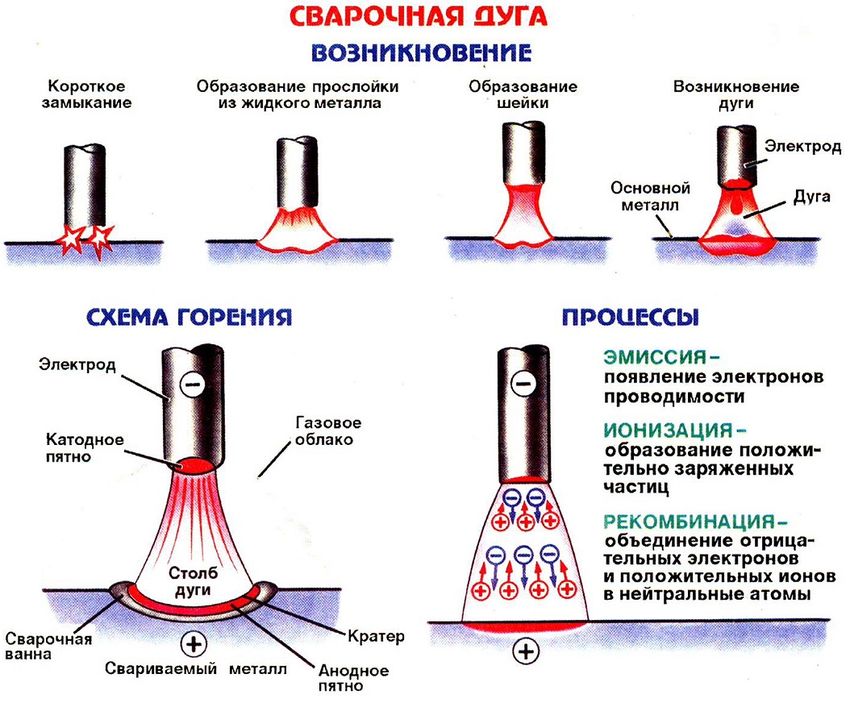
Spawanie elektryczne - połączenie części metalowych przez stopienie z łukiem elektrycznym. Prąd elektryczny przepływający przez szczelinę między elektrodą a metalem powoduje wysoką temperaturę, topi krawędzie, przenosi metal z elektrody do szwu. Okazuje się, że dwie metalowe powierzchnie są połączone w jednym kawałku.
Środki ostrożności
Spawanie elektryczne jest popularne. Małe urządzenie jest w stanie hermetycznie łączyć części w dowolnych pozycjach przestrzennych, spawanie jest szybkie i kontrolowane. Podczas pracy pamiętaj o zagrożeniach dla zdrowia:
- Uraz oka. Łuk spawalniczy emituje energię świetlną, która może spalić rogówkę oka, odciskając się na siatkówce. Uczucie piasku pod powiekami, trudno mrugać, puchnąć - objawy te znikają na długi czas. Maska ze specjalnym szkłem pomoże chronić oczy; przed zapaleniem łuku ostrzegaj innych wykrzyknikiem: „Oczy!”
- Porażenie prądem Łuk elektryczny - przepływ prądu elektrycznego przez szczelinę między elektrodą a metalem. Im większy prąd, tym jaśniejszy łuk. Ale jeśli ten prąd przejdzie przez ludzkie ciało, umrze. Aby uniknąć porażenia prądem, musisz:
- Zapewnić integralność osłony kabla, izolację uchwytu.
- Używaj izolowanych uchwytów wysokiej jakości, nie chwytaj gołych rąk gołymi rękami.
- Przy stałej pracy buty specjalne buty z gumowymi podeszwami.
- Oparzenia skóry Ultrafiolet łuku i żużel latający we wszystkich kierunkach uszkadzają skórę. Aby uniknąć problemów, używaj rękawic ochronnych - getrów. Warto ubrać tylko w bawełnę lub specjalnie nasiąkniętą odzież - szlafrok spawalniczy, dżinsy. Aby chronić ręce, stosuje się bawełniane rękawiczki lub getry spawalnicze. Podczas spawania goła skóra nie powinna być.
- Zatrucie gazowe. Wszystkie prace należy wykonywać w wentylowanym pomieszczeniu, pod okapem kuchennym lub na wolnym powietrzu. Przydatne będzie użycie masek filtrujących lub respiratorów.
Rodzaje spawania elektrycznego
Istnieje kilka głównych obszarów:
- MMA Spawanie elektrodowe w powłoce ochronnej. Uniwersalna technologia, która pozwala uzyskać doskonały szew w dowolnej pozycji przestrzennej. Stosowane są proste urządzenia do konwersji prądu przemiennego na prąd stały, transformator lub falownik. Siła prądu zależy od grubości stopu metalu i zastosowanej elektrody, w zakresie od 30 do 200 amperów. Elektroda to metalowy pręt pokryty powłoką. Podczas spawania powłoka topi się i chroni stop przed powietrzem.
- MIG. Spawanie w osłonie gazu. Drut dostarczany do jeziorka spawalniczego ze stałą prędkością służy jako elektroda. Dwutlenek węgla lub mieszanina gazów jest wprowadzana do strefy spawania przez wąż. Wypierają tlen i chronią spoinę. Zaletami tego rodzaju spawania jest brak żużla, wysoka jakość szwu, zdolność do spawania cienkiego metalu.
- TIG Spawanie metali nieżelaznych w ośrodku gazu osłonowego przy użyciu elektrody nie nadającej się do konsumpcji. Szeroko stosowany do łączenia metali nieżelaznych i stopów.
Istnieje kilka rodzajów różnych technologii stosowanych w przemyśle motoryzacyjnym lub stoczniowym. Wymagają specjalnych kwalifikacji spawacza. Umiejętności wtapiania lub ręcznego podawania drutu do jeziorka spawalniczego są specyficzne i dostępne dla spawaczy z najwyższych stopni.
Technologia spawania
Prace spawalnicze - łączenie części metalowych ze stopionymi krawędziami i dodanie metalu wypełniającego. W rezultacie powstaje spoina, krawędzie są mocno połączone.
Znaki jakościowego szwu:
- Provar. Spoiny muszą penetrować całą grubość. Podczas spawania krawędzie są równomiernie stopione, jeśli jedna strona zostanie stopiona, wałek okaże się nierówny.
- Jednorodność. Złącze powinno składać się z litego metalu, bez żużla lub muszli. Pomijanie i niepływanie są niedozwolone.
- Trwałość Po ochłodzeniu szwu mogą powstać mikropęknięcia.
- Brak podcięć. Zbyt silny łuk „tnie” krawędzie części, osłabiając je.
- Wypukły jednolity kształt. Małżeństwo jest uważane za nadmiernie gruby wałek lub wklęsły. Wskazuje to na nieprawidłowo wybraną siłę prądu.
Szew powinien być jednolity, bez zbędnych „łusek”, napływów, zgięć. Szerokość szwu określa się na podstawie grubości spawanych części. Zbyt wąski będzie kruchy, szeroki - osłabi produkt.
Przed podłączeniem potrzebnych części:
- Określić rodzaj połączenia - doczołowe, zakładkowe, narożne, trójniki.
- Określ pozycję przestrzenną - pionową, poziomą, sufitową.
- Oszacuj grubość spawanych części.
- Wybierz elektrodę. Grubość zależy od głębokości szwu.
- Określ aktualną siłę. Pakiety zawierają przybliżone zalecane tabele, ale powinieneś skupić się na osobistych odczuciach. Lepiej wybrać maksymalną siłę prądu, ale nie pal metalu. Obecna siła na połączeniach sufitowych jest niższa niż na poziomych.
- Przygotowujemy detale - wykonujemy fazowanie na grubych, ustalamy szczelinę za pomocą haczyków. Oczyszczamy części z rdzy i farby.
Nauka gotowania ze spawaniem elektrycznym
Po przygotowaniu części do spawania, ustawieniu w przybliżeniu natężenia i założeniu odzieży ochronnej możesz bezpośrednio przygotować się do spawania.
Podłączamy urządzenie.
- Podłączamy przewody do spawarki. Zwykle używają połączenia „odwrotnego” - minus (masa) łączy spawaną powierzchnię plus - z uchwytem. Połączenie bezpośrednie stosuje się zgodnie z zaleceniami producentów elektrod.
- Sprawdzanie przyczepności. Może być domowy lub fabryczny. Główne wymagania to wytrzymałość mocowania elektrody, zdolność do szybkiej wymiany, brak części pod napięciem, izolacja termiczna uchwytu. Słaby kontakt między uchwytem a kablem powoduje wzrost rezystancji i nagrzewania, spalanie izolacji.
- Łączymy masę. Najprostszym sposobem jest przyspawanie go do metalu, ale lepiej jest użyć szczypiec zaciskowych lub masy magnetycznej.
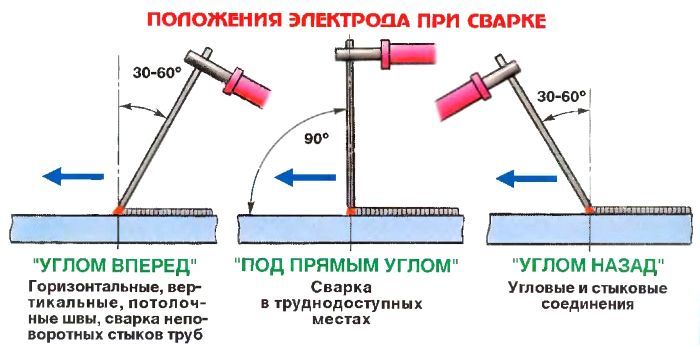
- W zależności od położenia przestrzennego ważne jest, aby wybrać kąt elektrody do uchwytu. Zazwyczaj elektroda powinna być skierowana pod kątem 45 stopni do spawanej części. Głębokość penetracji i wysokość stopki spawanej zależą od nachylenia elektrody.
Wybierz elektrody
Istnieje technologia niezależnej produkcji: drut zanurza się w płynnym szkle i kruszy w piasku z dodatkiem dodatków - boraksu, sody, soli. Obecnie w sprzedaży są różne rodzaje elektrod.
Elektrody są podzielone:
- Z podstawową powłoką. Są mocno poparzone, ale dają niewielki żużel. Są łatwe do kontrolowania, jakość szwu jest wysoka. Wymagają dobrego szkolenia spawacza.
- Powłoka rutylowa lub kwasowa. Dają więcej żużla, wymagają umiejętności. Łatwy do podpalenia, szew lepiej chroniony. Zaletą tej powłoki jest mniejsze tworzenie się gazu podczas spawania, co jest dobre dla zdrowia. Podczas nauki lepiej używać tego konkretnego rodzaju.
Średnicę dobiera się na podstawie grubości spawanych części. Im grubszy szew, tym wyższa siła prądu, tym grubsza elektroda. Optymalne jest zastosowanie na przykład elektrody o średnicy 3 milimetrów do spawania metalu o grubości 2–4 mm.

Zapal łuk
Początkujący spawacze napotykają na trudności. Istnieje kilka sposobów prawidłowego zapalenia łuku:
- Uderzające. Prosty sposób przypomina ruch zapałki. Łuk łukowy jest utrzymywany i przenoszony na początek szwu. Minusem tej metody jest napływ i rozpylanie metalu poza łukiem.
- Blow. Na końcu elektrody powstaje warstwa żużla; łuk nie może się zapalić. Aby powalić żużel, musisz kilka razy z łatwością uderzyć w powierzchnię. Łuk iskrowy łuku jest utrzymywany i przenoszony na początek szwu. Dzięki tej metodzie elektroda często „przywiera” - jest spawana. Oderwanie jest bezużyteczne, musisz „zerwać” za pomocą kołyszących się ruchów.
Oświetlony łuk tworzy jeziorko spawalnicze. Na początku spawania wykonaj mały ruch okrężny - wymieszaj kąpiel.
Aby nie było śladów zapłonu łuku na części, stosujemy następujące hacki ratunkowe:
- Uderzamy w szew, zapalamy łuk i przekładamy go na początek szwu. Ruchy nie wykraczają poza szew, a ślady zapłonu łuku są spawane.
- Używamy płyty startowej. Możesz zapalić elektrodę i rozpocząć spawanie kawałka metalu zadokowanego na początku szwu. Po oderwaniu się płyty startowej lub odcięciu.

Wybierz aktualną siłę
Aby uzyskać kontrolowaną pulę spawów, musisz poprawnie określić bieżącą wytrzymałość. To zależy od:
- Stosunek średnicy elektrody do grubości spawanego metalu.
- Pozycja przestrzenna.
- Prędkości spawacza.
Przed rozpoczęciem pracy szew treningowy jest gotowany. Prawidłowo dobrana siła prądu zależy od charakteru kąpieli.
| Niski prąd | Wysoki prąd |
|---|---|
| Jeśli łuk nie jest obsługiwany, gaśnie, kąpiel staje się wąska | Płynna, niekontrolowana wanna, wyciekający metal, rozpryski wokół szwu, przepalenie |
Doświadczeni spawacze ustalają maksymalne wartości - pomaga to szybciej gotować.
Połączenia poziome są spawane z wysokim natężeniem; w przypadku połączeń pionowych natężenie zmniejsza się o 10–15%, połączenia sufitowe wymagają zmniejszenia o 20–30% w stosunku do poziomu.
Trzymaj elektrodę poprawnie
Długość łuku, trajektoria ruchu, prędkość spawania i kąt odniesienia elektrody mają duży wpływ na jakość szwu.
Ruchy elektrod
- Ruch posuwisto-zwrotny wzdłuż szwu. Daj wąski szew z dobrym ociepleniem. Może być stosowany do łączenia cienkich części z niewielką szczeliną.
- Drgania poprzeczne. Każdy spawacz ma swoje preferencje i zwyczaje „firmowe” - ktoś prowadzi półksiężyc, ktoś „osiem”, oscylacja w kształcie litery Z, wieloobrotowa. Jest stosowany, jeśli chcesz uzyskać szeroki szew, z dużą szczeliną lub zgrzewem faz. Zasada jest taka, że im grubsza część, tym dłużej trzeba czekać na jej brzegi, aby dobrze się rozgrzać.
Długość łuku
Częstym błędem początkujących spawaczy jest niedostrzeganie długości łuku. „Krótki” łuk nie nagrzewa metalu, szew może być porowaty i nierówny. „Długi łuk” przegrzewa metal, ale rozpyla metal na powierzchni. Złącze nie będzie działać, będzie się skręcać, niekontrolowane, z impregnacją żużla i rozpryskami wokół szwu. Optymalne jest utrzymanie długości łuku 2-3 mm.
Prędkość spawania
Jeśli gotujesz zbyt wolno, istnieje ryzyko przegrzania metalu i oparzenia. Szew będzie półkolisty, wypukły.
Szybki ruch elektrody doprowadzi do braku penetracji, przerywanego szwu. Szew będzie wąski, z wtrąceniami żużla i muszli.
Pozycja elektrody
Klasycznym zaleceniem dla początkujących spawaczy jest trzymanie elektrody przez cały szew pod tym samym kątem.
Przy trzymaniu prostopadłym nastąpi nadmierne nagrzewanie się części, co może doprowadzić do wypalenia.
Mały kąt nachylenia doprowadzi do powstania muszli, a kontrolowanie szwu jest trudniejsze.
Najlepiej przechowywać pod kątem 45 stopni.
Elektroda nie powinna „popychać” szwu, ale „go przeciągać”. Zapewnia to optymalne ogrzewanie, jednolitość szwu, sterowalność jeziorka spawalniczego.
Gotuj poprawnie
Spawanie metalu ma wiele cech i trudności. Najważniejsze przy utrzymywaniu szwu nie jest spalanie metalu podczas topienia krawędzi.
Cienki metal, rdzeń szwu części ze szczeliną można spawać metodą „separacji”. Łuk jest zapalany, powstaje jeziorko spawalnicze. Elektroda gwałtownie podnosi się, łuk gaśnie, kąpiel zaczyna się ochładzać, a łuk na końcu ponownie się zapala.
Spawanie grubego metalu, spawanie korpusu szwu odbywa się bez separacji. Łuk jest zapalany, jeziorko spawalnicze jest stopniowo prowadzone wzdłuż szwu. W razie potrzeby wykonuje się ruchy oscylacyjne.
Jeśli elektroda się skończy, myjemy żużel. Na końcu wanny tworzy się wydrążenie - krater. Nowy łuk jest umieszczany w kraterze poprzedniego i trwa spawanie.

Wadliwy szew
Po spawaniu szew należy oczyścić z żużla. Jeśli spawanie zostanie wykonane dobrze, żużel jest łatwo oddzielany jednym pociągnięciem. Zły szew jest czyszczony przez długi czas, żużel przylega dobrze do porów.
Na jakie wady należy zwrócić uwagę:
- Łączenie krawędzi. Obie krawędzie powinny być równomiernie połączone.
- Podcięcia Krawędzie części topią się pod wysokim natężeniem, co powoduje wgłębienia. To osłabia metal.
- Pociski i wtrącenia żużla.
- Wysokość i szerokość walca.
- Skala walca.
Wniosek
Aby nauczyć się dobrze spawać metal, musisz znać teorię i dużo ćwiczyć. Dobrze, jeśli jest osoba, która jest w stanie wskazać nowicjuszowi spawaczowi na braki i sposoby ich wyeliminowania. Będzie to kształtować właściwe nawyki spawacza, a szwy zawsze będą gładkie, wysokiej jakości. Ważnym czynnikiem jest nastawienie spawacza do pracy, chęć uzyskania lepszego szwu, chęć podziwiania „małego słońca” na końcu elektrody.